辦公環(huán)境
榮譽資質(zhì)
公司簡介
庫區(qū)展示
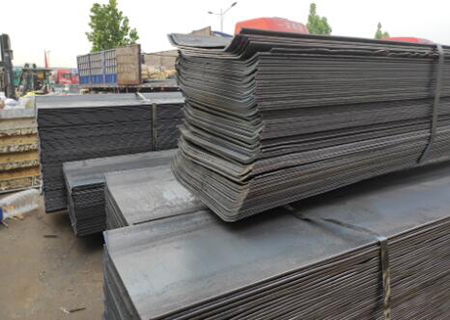
鋼板
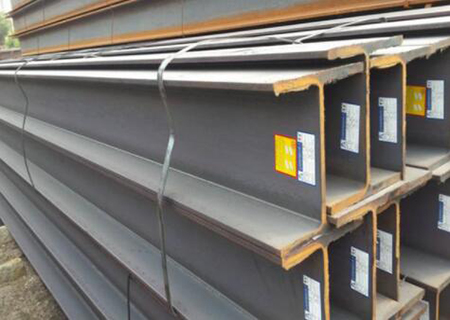
工字鋼
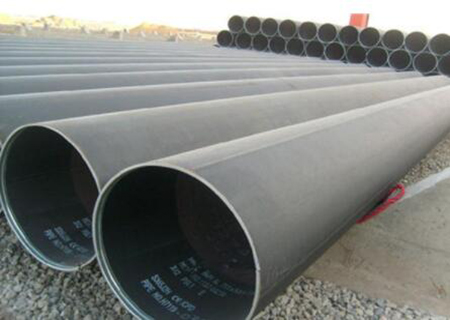
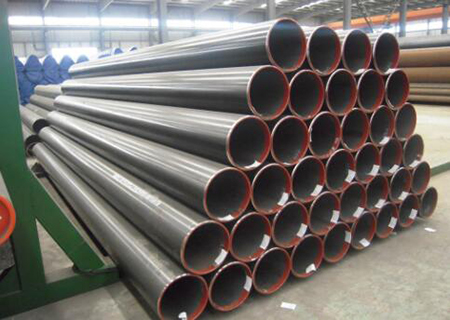
鋼管
槽鋼
螺紋鋼
角鋼
H型鋼
公司動態(tài)
行業(yè)資訊
產(chǎn)品知識
技術(shù)問答
news
蘭州西津西路572號鋼材總部2號樓2002-2003室
電話:0931-2771677 / 0931-2332677
楊世明:13919266656
楊平:18993110069
湯玉:17793149666
牟博:18919019992
楊學(xué)榮:18919083336
胡瑜:18919041113
張麗:17393156655
座機:13919266656 / 0931-2771677(傳真)
郵箱:lzzygt@163.com
備案號:隴ICP備18003190號-3 技術(shù)支持:傳誠網(wǎng)絡(luò)
城市分站: 甘肅 張掖 武威 網(wǎng)站地圖 RSS XML
返回頂部
蘭州鋼材批發(fā)
蘭州H型鋼
蘭州鋼材廠家




直方法")


 當(dāng)前位置:
當(dāng)前位置:

 熱門推薦
熱門推薦